���z�b��|���o�הD�����a�r�������|о����ԭ�����|о�^ģ�^�����|о���䓎����cģо�ȱڽ��|���|о���䓎������߲��֟����������ǽ�����֮�g���|���������ٶȿ죬�Ķ�ʹģо�ȱ�(ģо�Џ���)�ض��½��������o���ϔD���^�������׳��F�ܻ���������Ƥ��ƫо��Ó�ϬF�����S���h���ضȵ��½��������ܻ������|��ȱ��Խ���@��ֱ��Ӱ��z�b��|�ĮaƷ�|����
��һ��δ���Mǰ���a��r����
���˜p���z�b��|���o�הD�����a�r�|о���䓎���ģо�ȱڽ��|���M��ʹ�|о������λ���M��C�^ģо����ģ��̎�s400mm��һ��֧���|о��݆�������C�^���L�s560mm,�C�^�cˮ���е�һ����݆�g����1�࣬�F�ДD��ģо��ͨ�ף��������|о���ص����أ����y���C�|о�D�ܕr̎�ڑҿՠ�B���Ķ��|о���Mģ̎���cģо�ȱڽ��|������|�⏽Խ���z�b�cģо�Ľ��|��eԽ����Խ���أ����D��ģ��̎�ضȵ��ڲ��ϵ��ܻ��ضȣ�����|�ı����γ��B�m���ܻ�����Ӳ����ƫо����Ƥ�ȡ�
���������M���Q�ļ��g���}
1���ڔD��ģо�Џ����Ͼ��D��ģ���25mm̎�O��һ���ߞ�1mm���Aб�ǶȞ�30����_�A�Σ��Ԝp���z�b���cģо�ȱڵĽ��|��e���Ķ��p��䓎����ߵğ�����
2������D��ģ�ăȏ���ģо�⏽�cģ�׃ȏ���ģ��ֵ��ԭ���Ę˷Q��ȵ�3.5���{����5������������D��ģ�Џ������ϵğ�T����
ͨ�^���σ��c�ĸ��M���_���z�b��|�o�הD�ܕrģ�ڜضȲ����ڲ��ϵ��ܻ��ضȣ��Ķ��ص�Q�z�b��|�o�הD�����a�r��䓎����ጧ�µ��ܻ���������Ƥ��ƫо��Ó�ϵ��|��ȱ�ݡ�
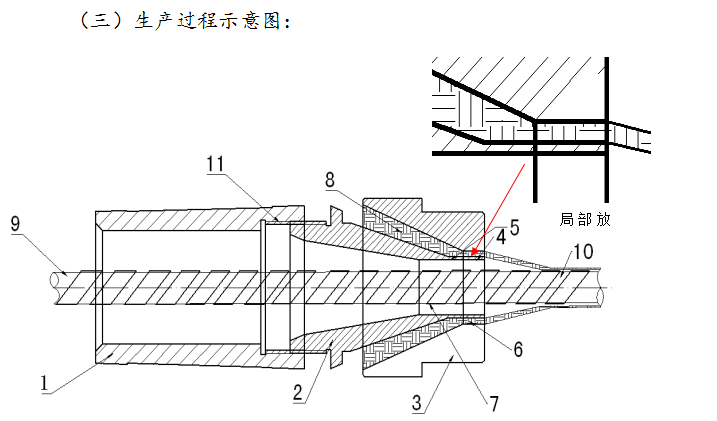
���������a�^��ʾ��D
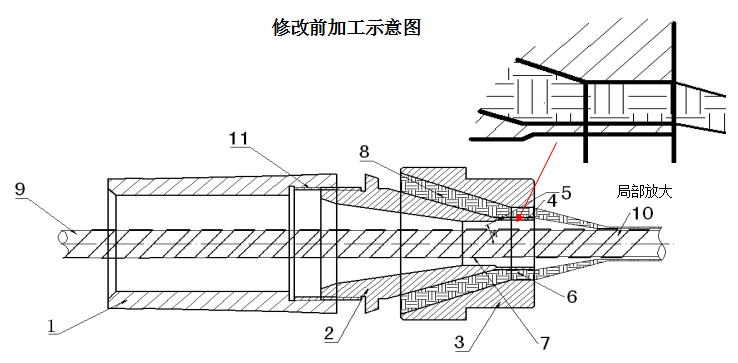
��ǰ�ӹ�ʾ��D
�ĺ�ӹ�ʾ��D
1��ģо�� 2���D��ģо 3���D��ģ�� 4��ģо�����^ 5��ģо��ȱ�30�� б���_�A 6��ģ�����^ 7���|о�p���g϶�@��䓎��z�b�� 8��ģо�cģ���g���ĔD�ܲ��� 9���|о�M�� 10���D����ɺ�ij�Ʒ��| 11��ģо���cģ���B�Ӳ�λ
���ģ����D���^���f��
1�����a�^��ʾ��D������|�ڔD���^������Փ�M�����ڌ��H���a�в����ˆT�ܴ_���M�������S��λ�ã�������|�������Լ��M���������đҿ������|������ƫ�¾o�Nģо�ȱڡ�
2��ģо�����^���L��45mm, ģо��ȱ�30���_�A�O�����xģо���25mm��
3�����a�rģо��β�˕�������֧��݆�b�ã�����|�^��λ���c�ЙC�^������λ�ñ���һ�¡�
4�����ӵ�30��1mm�_�Aλ�ã�����|���M����25mm̧̎�߉|��ʹ��|���z�b���ٌ��cģо���g϶�����֔D�����ϵ��ܻ��������}��
���壩ģоʾ��D
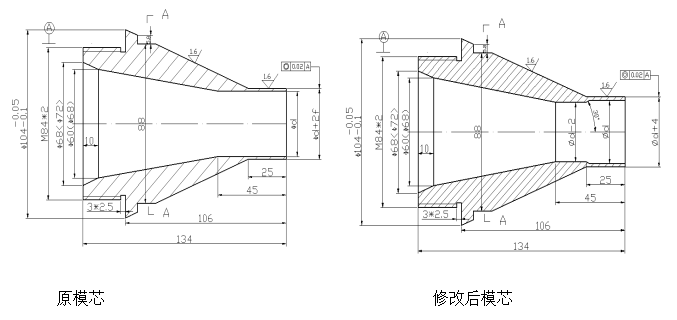
����������Ч��ͨ�^���D��ģо�ăȲ��Y���M���{�����Ŵ�ģ�׃ȏ��cģо�⏽�IJ�ֵ����Ч�ؽ�Q���z�b��|�o�הD�����a�r��䓎����ጧ�µ��ܻ���������Ƥ��ƫо��Ó�ϵ��|��ȱ�ݣ�����˽��ٌ��z�b��|�o�הD�ܱ����|�������ͭh���ض��^�͌��D�ܱ����Ӱ푡� ����Y�� �˴�÷�� |
 ��W���� 34011102002471̖
��W���� 34011102002471̖