1 ����
�g�����nj����Ɇξ�����һ���ķ����Ҏ�tŤ�g��һ�𣬳ɞ�һ�����w��о�Ĺ�ˇ��
2 ���c
2.1 ��ܛ�ԺÏV�x���f�����پ�Խ������ܛ��Խ�á��g�����S�༚���پ����ɣ���˱��^��ܛ�����ǣ��g������ܛ���c�g�ϕr���x�Ĺ�ˇ�����д���Pϵ��
�g������ܛ���c�����������P��
ͬ����g�������Æξ�����Խ�༴�ξ�Խ������ܛ��Խ�á�
�Y����ͬ�Ľg����һ����r�������g�ӵĹ���ԽСԽ��ܛ��
Ҫʹ����������ܛ�����Բ��Ïͽg��
2.2 �ɿ��Ը��Æξ�����|���w�r���������^�̮a����ȱ�ݺͲ��ϲ�������Ӱ푶������͆θ������Ŀɿ��ԡ��ö���ξ��g�ϵľ�о��ȱ�ݵ��Է�ɢ�������Ŀɿ������@��ߡ�
2.3 ���ȴ���ͬ����e�Ľg���͆θ�������ȏ���Ҫ��öࡣ
2.4 �����Ժýg�������r��ÿһ���ξ���λ��݆��̎�ڽg���ϲ����L�^���²��ĉ��s�^���ξ������a�����L�͉��s��Ҳ�����l���ξ�λ���Ƅӣ��Y���������õķ����ԡ�
2.5 �p�ٜu���p�ģ����ݔ�Ч��
3 �g������ʽ
3.1 ��Ҏ�g�Ͼ��ǰцξ���ɾ���ͬ�ĈA�ķ�ʽ�������ӽg���෴������Ҏ�t�ؽg���ڽg���S���܇��Ľg�Ϸ�ʽ��
3.2 ����Ҏ�g�Ϸ���Ҏ�g�Ϸ�ʽ�������g������g�ϣ����Ρ���A�Ρ����ξ�о�����A�ξo����о���;��g�ϵ���
4 ��ˇ����
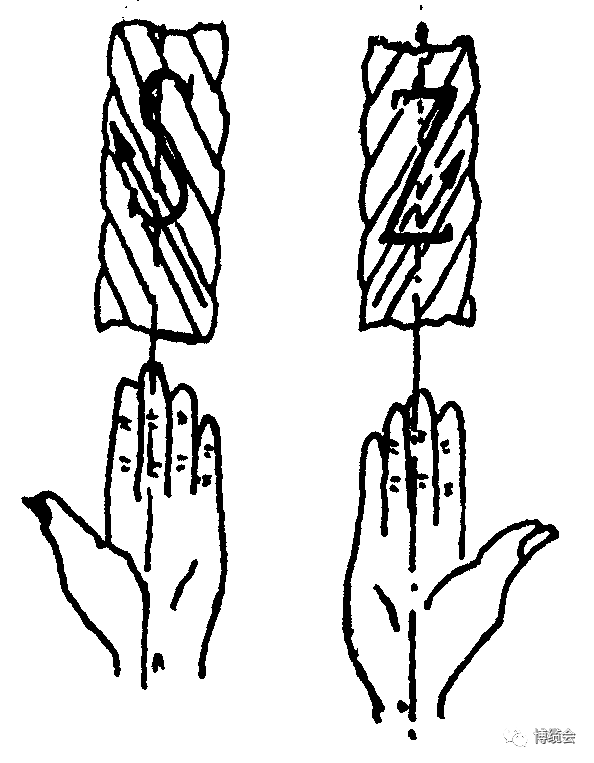
4.1 �g�Ϸ���y�Ϸ���֞������c���g�Ϸ���һ����g������Ӟ�����늾�о����Ӟ����� �����Дࣺ�������ֻ������������ϣ�Ĵָ���_��������ָ���n�����n����ָ���g���S���������Ĵָ��б���c�ξ���б��һ�£���������z���������Ĵָ��б���c�ξ���б��һ�£���������S��
4.2�g�Ϲ����y��
�����aƷ�����y�������Ì��y������ȡ��һ�������aƷ����������һ�����ڼ���̎���Ø�ӛ���������෴�����ȥ10��������Ȼ����ֱ�ߜy����ȥ10���������ֽg�����L�ȣ��ٌ������L�Ȕ�������10�����ɵó�ԓ�����Ĺ����L�� ��
4.3 �����
�g���Ĺ������ָ�g�������L���c�g����ֱ��֮�ȣ���������ֱ���ı������������С����ܛ�����ã������ξ�֮�g�Ŀ�϶��С�����g�ϵ����܌������ҹ����c�ξ���һ������Č��H�L�����Ҳ����ͬ���L�Ƚg����ʹ�õĆξ��L��Ҳ�����L��
�g�Ϲ������ɾ��ٶȺͽg�\�D�ٛQ���ġ�
�g���C��h=V/n*1000 ��mm��
�p���������C��h=V/2n *1000��mm��
ʽ�У�h�����g�Ϲ���mm
V���������ٶ� ��/��
N�����g�\�D�� �D/��
���ٶȹ̶��r���g�\�D�ٿ죬�g�Ϲ���С���g�\�D�������g�Ϲ�����g���C�����ٶȺ㶨�������c�g�\�D�ٳɷ��ȡ�����g�\�D�ٹ̶��r���g�Ϲ�����ٶȿ죻�g�Ϲ���С�����ٶ��������g�\�D�ٲ�׃�r�����ٶ��c�g�Ϲ�������ȡ�
4.4 �g��ϵ��
�ڽg����һ�������ȣ��ξ����H�L���c�g�������L��֮�ȷQ��g��ϵ������K��ʾ����ֵ��K=l/h���g��ϵ���c����ȵ�ƽ���ɷ��ȡ�
4.5�g����
������һ�������ȣ��ξ����H�L�Ⱥͽg�������L�ȵIJ�ֵ�c�g�������L��֮���ʡ�Ӌ�㹫ʽ��K=L-h/h*100%
4.6�g�����⏽
�g�����⏽������ӆξ��c֮�����еĈA��ֱ����
���Čӆξ�������ͬ�r�Ľg���⏽

4.7 �g���ľo���o���g������ͬ�Čӽg�Ļ��A������һ�����͵ĉ�݁�o�����Ƴɡ��o����ˇ��һ�ξo���ͷӾo���ɷN��

5 �|������
5.1 �ʂ��A��
��δ�b�A�ξ���ɾ�ǰ���������O��z���Ҫ�z���O����r����Ҫ�r�����O���M��ԇ�\�У��z������P�������\����r������o�_�P�Ƿ���Ч��
�z�����I�ò����Ƿ���Ϲ�ˇָ����Ҏ�������aӋ����Ҫ����ξ���Ҏ���L�ȵȵȡ�
����ˇҪ���ξ���ɾ����õ��ž����ϣ�ע�����ӽg�����еȑ��c��ˇҪ��һ�¡��A�{�÷ž������Լ��վ������ȡ�
�������aָ���ˇҪ���x�䲢���b�ø�����ߣ��牺݆���o��ģ�ȣ���Ҫ�Ǹ������H��r�M���m���{�����վ��P���������c���a�L�Ⱥ�Ҏ�����m�����b�A�r�����O��IJ���Ҏ���M�С�
5.2 �\���A���O���ýg�Ϲ���ͽg�Ϸ����ξ���ɾ����ò��c�����K�B�����뵽�վ��P�����ن����O�䣬�\��һ���L�ȣ�ͣ܇��z�鹝�ࡢ�g��ȡ�ͬ�r���O����\����r����һ�z�飬�Դ_����á����_�J����Ҫ����������_܇�\�У����\���^���У�����˽���x������Ѳ�ؙz��g���⏽���鿴�g���Ƿ���ȱ�ɡ���z�����^�Ȳ������Ʒ�z�Ҏ��Ҫ��ӛ䛡���Ʒ�����S���w���ӣ��ξ�ֱ��0.20mm�����������SŤ�ӣ�0.2mm�����ߑ����ú��ӡ��ž��Ĺ������c�g���ߴ���վ��ٶ����m�����������صĽ������С����P�����b���^�M��һ�㑪���ڱP߅��С��20mm���ˣ�ж�P�r��ע���ֹ������о��
5.3 �g���깤�A�Ό�ÿ�P�C��ľ�о���J�����ˮ�����������Դ_������Ʒ���D�|������ÿ�P��о��܇���ٴκˌ��Ƿ����Ҫ����ָ�����c�ѷš������Y�����P�]�Դ���Է�ֹ�����`���������O����ϡ����F������IJ��ϣ��Է�ֹ���á��������Ӱ࣬���������\����r��δ�����r�猍�ƽ��°�Ӱ��ˡ�

6 �|���˜�
6.1 ����
1) ���^ ���g�Ϻ���������ξ����摪�❍���o���@�ęCе�p��������������׃ɫ�F���������@���ɹɺͱ��ɡ�������a��о������Ҫ��ɫ�ɾ��⻬�������кڰߣ���a�Ӿ�������©僵ȣ�
2) �ߴ磺�ξ����A�������������@�������F����������ژ˜�Ҏ���ķ����ȣ������⏽���ڹ�ˇҪ���ԃȣ�
3) �Y���c�M�ɣ�����������ȱ����������ɹɣ���ɡ��������������p��ë���Կ����ϸ�Ʒ���Y���c�M�ɱ�횷��Ϲ�ˇҎ����
4) �����Ĺ���Ⱥ����Ʒ�����Ҏ����
5) ���ӣ���Ʒ���������S���w���ӣ��ξ����ɾ����S���ӣ����Іθ��ξ����ӣ�ֱ��0.20mm�����������SŤ�ӣ�0.2mm�����ߑ������亸�Q���ӣ������ɂ����^֮�g�ľ��x����С��300mm���ɾ��������Ӳ����y��Ƭ������Ҫ�ι̿ɿ���
6) �~���w������˻��B��
7) ���ƮaƷ��Ʒֱ�����ֵ ������GB/T 3956-2008��
8) �b�P ���ɱP��늾�о�ž����R��ƽ���������������κ;�о�������B�F��
6.2 �g��
1) ���^ ���g�����^���❍�����������ǿڡ��Ѽy���̼߰��A�s�����������R�����������@�ęCе�p���������~�g�ό��w����������׃ɫ�F��ͺڰߡ�������a��оҪ��ɫ�ɾ������������кڰߺ�©僣�
2) �ߴ磺�ξ����A�������������@�������F����������ژ˜�Ҏ���ķ����ȣ��g���⏽���ڹ�ˇҪ���ԃȣ�
3) �Y���c�M�ɣ�������GB/T 3956��Ҏ��������ȱ�����ٹɡ���ɡ����B�������ξ�о���͵�ƫ�ĶȲ��ܳ��^10����
4) �g���Ĺ���ͽg�Ϸ�����Ҏ�������ӽg���Ƀ����⹝�����u�sС����ͬ�ӹ��ౣ��һ�£��g�ϸ��ӑ��෴�� 5) ���ӣ��ܿս^����|���w�еĆξ�7�������¾������S�н��^��7�����ϵĽg���Іξ����S���^�����^���ι̺��⣬���^ֱ̎�����cԭ�ξ�ֱ���ஔ�Ҳ�������ͬһ�ξ��ϻ������g�����κɂ����^�g�ľ��x����С��15m;�о�ӏ��͌��w���о�����S���κν��^����2�N���w�����S���w���ӣ����Ͻ^����|��늾������w�еĆξ����S���^�����^���ι̺��⣬���^ֱ̎�����cԭ늾�ֱ���ஔ�Ҳ�������ͬһ�ξ��ϻ������g�����κɂ����^�g�ľ��x����С��300�L��6) ���ܿս^������Ӳ�~���w�⣬�����~���w������˻��B��7) ��Ʒֱ�����ֵ ������GB/T 3956-2008 ��8) �b�P ���ɱP��늾�о�ž����R��ƽ���������������κ;�о�������B�F��
 7 �g���aƷ���|��ȱ�ݺ��A�� 7 �g���aƷ���|��ȱ�ݺ��A��
7.1 �^Ť�a����ԭ��һ�ǽg���ڠ���݆���@��Ȧ������һ������4Ȧ��Ħ�����^С�������Ť�g�^�ȡ������վ������ɻ��վ��P���D�����D�w�������D�������Ť�g�^�ȡ��ξ��ڽg�ϕr�ྀ��ȱ�Ɇξ��ྀ���ڷž������^�����ྀо���ξ������ƕr�Ɂy���ž����á������羀����ɾ�о��ࡣ�ξ��������|���Ѽy���Cе���ܲ��ô��ࡣ�ž��P���bλ�ò������S��΄ӣ���ɔྀ���ξ�������݆�ۣ��Cе���ࡣ
7.2 �g���������������о�a��ԭ��ͨ��һ�Ƿ־��P�ϵľ���ĥ�p�����džξ�������݆�����Ǵ�����ľ�ܻ����Ϲ�ĥͨ�����Ǡ����O���ƾ����ϵĶ�λ�N�p�ģ����lj�ģ���Ю����ԭ��
7.3 �������g���Іξ����ɡ��ɹɮa��ԭ��һ�Ƿž��������������ɾo�o�������ɵľ�о�ߵöࡢ��ɱ��ɣ����lj�ģ����̫�����m���{�����������ã����lj�ģλ�ò������g�ϽDz����������ǹ�����^��ȡ�
7.4 �g���Іξ���ۻ����ȱ�ݮa��ԭ�ξ��������ӡ��̡߰������ѡ��A����ȱ�ݣ���Ҫ�Dz��ώ����ģ���Ȼ��о���������ѬF��Ҳ���ų�����ģ���Ͳ��������a����
7.5 �ξ���������С���e��о�a��ԭ�g���аl�F�ξ�����������e��о����Ҫԭ���Ǜ]���J����й�ˇҎ������һ��ԭ���ǹ����ϴ���һ���Ć��}��
7.6 �g�Ͼ�о�ɹɮa����ԭ��
��l�������^����ɽg�Ͼ�о���Ԍ���
��2����ģ�����^�����������{�����á���ģ���ȿ��^���ĥ�p���p�ġ�
��3���ž��������������ɾo�o��
��4�����ӹ������ϲ��á���5����о��B�����Ϲ�ˇҎ�����������X��о��
��6���־����͉�ģ����λ�ò����ȡ�
7.7 �g�Ͼ�о������
�a����ԭ�����Ľg�Ͼ�о���о�X�g��о���l�����Ώ��ĬF����Ҫ�Ǿ�оо�Ӿ��Ľg�ϴ��چ��}��������̫Ӳ��䓽z�����Ϗ����]���{���ã��־����ã���ģ�ֲ������������Õr�����װl����
7.8 늾���|�Ì��wֱ����費�ϸ�
���wԭ���ǣ�һ�Ǿ�о����ƫС�������a�н���ƫ��С��ؓ������Ǿ�о�Ġ�B���������X��H6��H9��B���ã��~��ܛӲ���������������a�й�ˇ·����Ҏ�����]�ж�ԭ���ϵķN��]���̶����a�O�䣩�����dz�Ʒ�y���r�L���`��^0��5�������dz�Ʒ�y���r����|���w�ضȺͭh���ضȲ�ƽ�⣬�`���^�����Ǿ�о�Y������������Ҫ��ָ�o����о���� ��
7.9 �g�Ϸ����e���g�Ϲ���ϸ�
7.10 �ž���y������
�����ߣ����� ��Դ�����|���� |
 ��W���� 34011102002471̖
��W���� 34011102002471̖