늾���|�����漰�Ĺ�ˇ�TV��������ɫ���ٵ��۟��͉����ӹ��������ϡ����z������Ȼ������g���w�S���ϵ��@���������ȵļ������g�������ٲ��ϵ��@�������َ��ĵĿv�������ӵĽ��ٳ��μӹ���ˇ�ȵȡ�
����늾���|����Ļ�����ˇ���̣�
a.�~���X�νz���Ƽ�僌ӣ�
b.�νz�˻�
c.���w�Ľg�ƣ�
d.�^���D����
e.���|��
f.���o�ӣ�
g.�z�b������
h.���o�ף�
i.������

1.�~���X�νz���Ƽ�僌�
늾���|���õ��~���X�U�ģ��ڳ����£��������z�Cͨ�^һ��������ģ�ߵ�ģ�ף�ʹ�����pС���L�����ӡ�������ߡ����z�Ǹ�늾���|��˾�����������z����Ҫ��ˇ��������ģ���g��
���ɏ�Ҏ��ɷ֞飺������������С��������

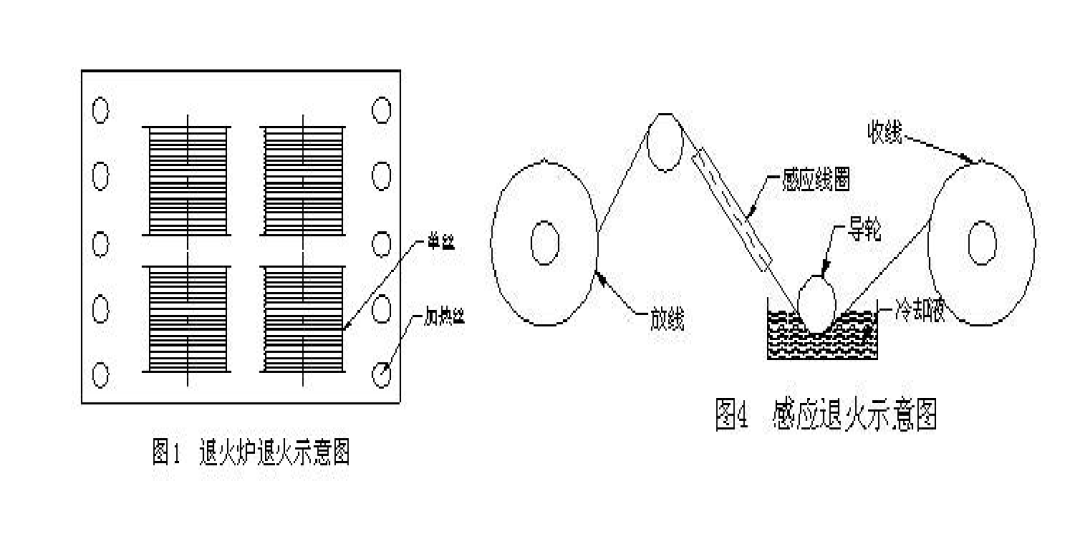
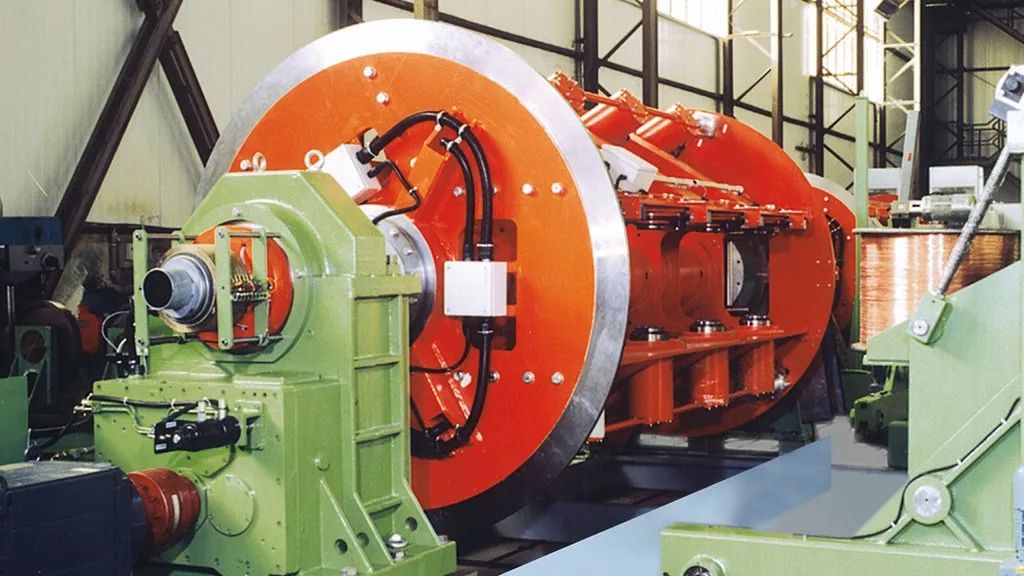
2.�νz�˻�
�~���X�νz�ڼӟᵽһ���Ĝض��£����ٽY���ķ�ʽ����߆νz���g�ԡ����͆νz�ď��ȣ��Է���늾���|����늾�о��Ҫ���˻����P�I�ǶŽ^�~�z��������
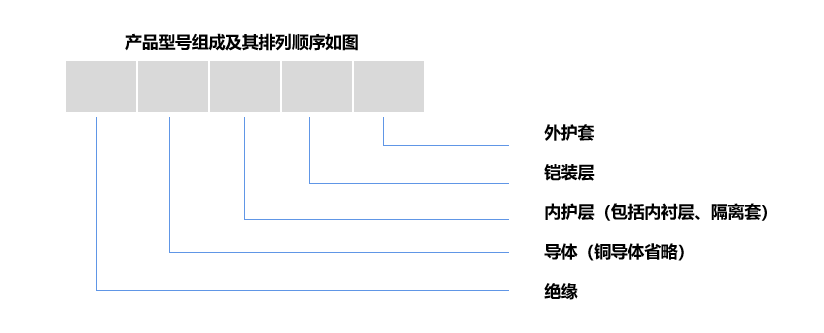
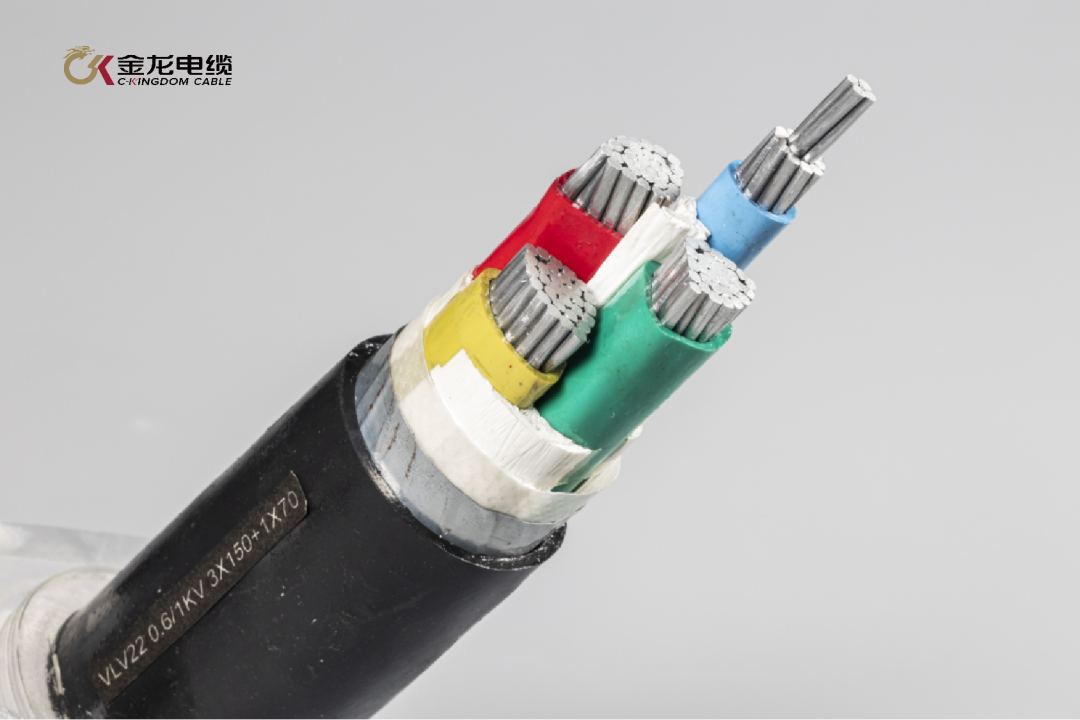
3.���w
���w���֞�4���1����Č��w������2��g�ό��w������5�(ܛ���w)����6��ȵ�5���ܛ�Č��w����
��1��w�����ڹ̶����O�ò�늾���������|��������|��
��2��w�������е͉������|��|��������|��
��5��w�������Ƅӈ�������|��
��6��w�������L���l�����|�����������|��
���Ռ��w���Π�֞�A�Ρ����κ����Σ��A�Ό��w���ڸ��N�N���|�����κ����Ό��wĿǰ�����Ğ�͉������|��
������|�ĽY�����D��ʾ��
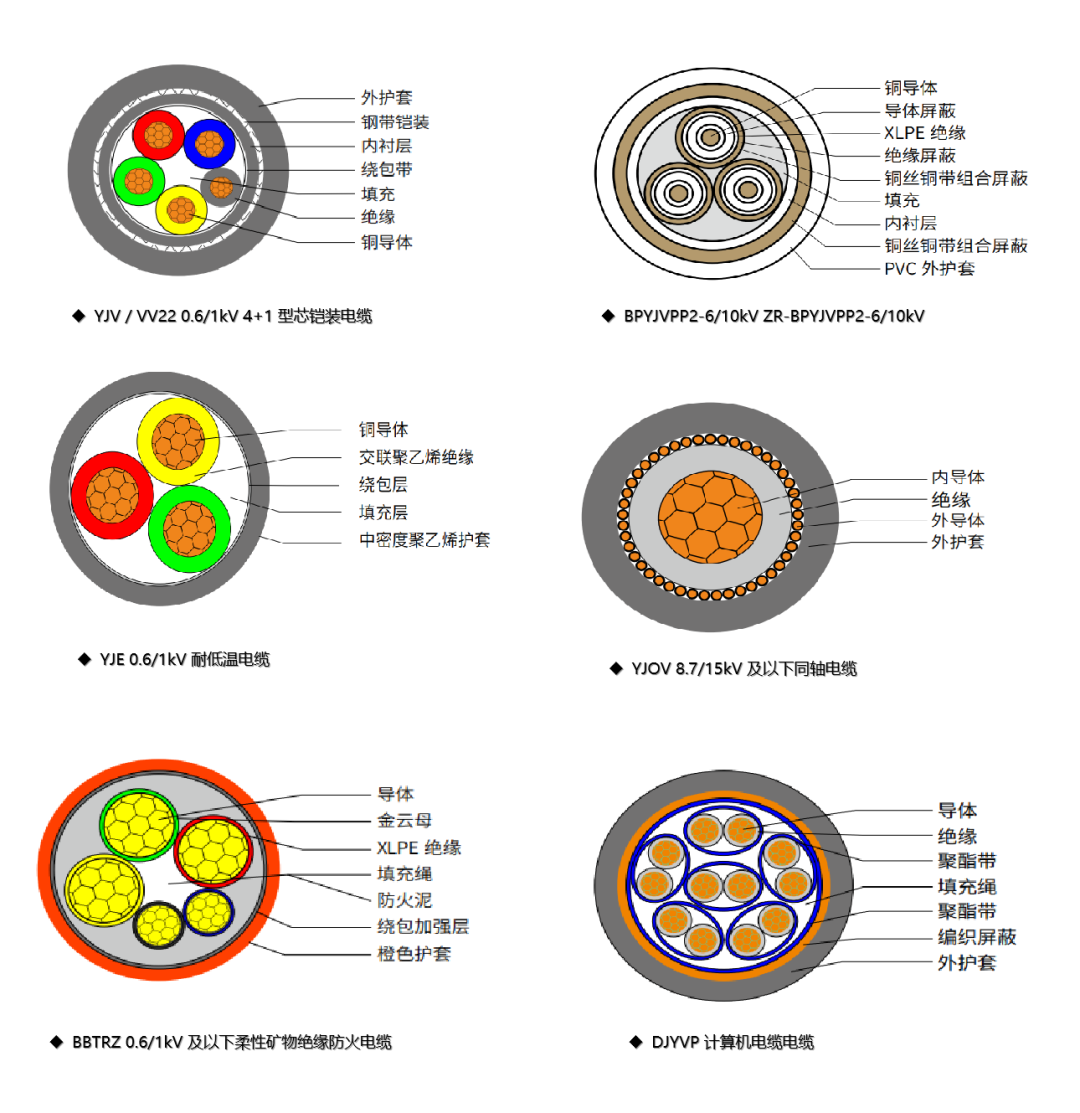
�������늾���|����ܛ�ȣ��Ա��ڷ��O���b����늾�о��ȡ����νz�g�϶��ɡ�
�Č�늾�о�Ľg����ʽ�ϣ��ɷ֞�Ҏ�t�g�Ϻͷ�Ҏ�t�g�ϣ���Ҏ�t�g���ַ֞����g��ͬ�ďͽg������g�ϵȡ�
4.�^���D��
����늾���|��Ҫ���ÔD�������ͽ^���ӣ����Ͻ^���D������Ҫ���gҪ�ߴ硢ƫ�Ķȡ��⻬�ȡ����ܶȵȡ�

5.���|
���ڶ�о����|���˱��C���Ͷȡ��pС��|�����Σ�һ�㶼��Ҫ����g�Ϟ�A�Ρ����C���|����|�ĈA���ͷ�����һ������估������

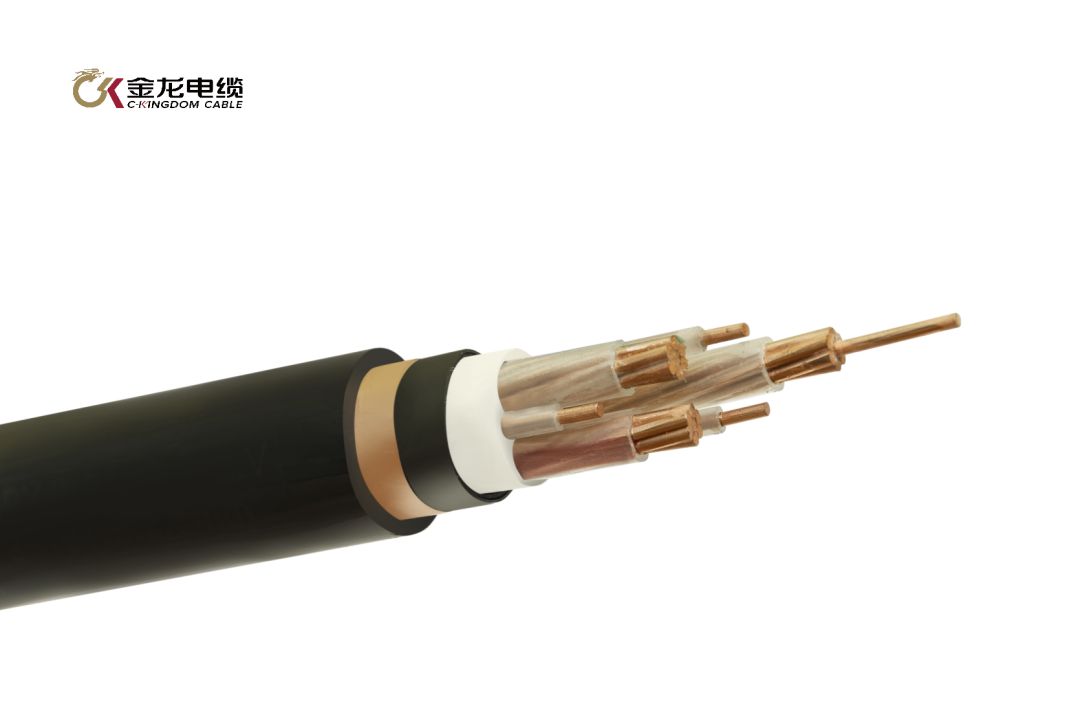
6.���o��
���˱��o�^����о�����z�b���������Ҫ���^�����M���m���ı��o�����o�ӷ֣��D�����o�ӣ����x�ף����@�����o�ӣ��|�ӣ����@���|�Ӵ��潉�����c���|����ͬ���M�С�

7.�z�b������
�z�b�������ڼ���һ�ӽ��ٻ����������|���Ķ����o��|���������ęCе���Ɖġ������W���w���g�ȵȡ�
���Σ������ǜp������늴Ų�����|���w�ġ���늸Б�����Ҳ�����҂����f�ĸɔ_������̖����|���б��ֲ�׃�Ă�ݔ���Ԝp�ق�ݔ���`�
8.���o��
���o����Ҫ���������늾���|�ęCе���ȡ������W���g����������ˮ���롢��ֹ��|ȼ����������
9.�����o���O��
1.ӡ�֣�
2.�ھ��yԇ��
3.�@����
4.������
5.�ֱP��
6.���b�ȡ�
 ��W���� 34011102002471̖
��W���� 34011102002471̖