|
|
|
���|���a�����L��ˇ���Ʒ��� |
| �l���r�g��2024-04-16 ����Դ����վ �g�[�Δ���1409 |
| ���|���a��ˇ�����P�I�Ĺ���Ī�^�ڶ������ܣ����ܹ������|����Ҫ���ܰ������w�ēp�ġ����|�������ܺ͜ض����Եȣ��ںܴ�̶���ȡ�Q�ڶ������ܵĹ�ˇ���ƣ������ܹ�ˇ������Ҫ�Ŀ��ƅ����ǹ��w�������е����L�����Č�ӑՓ��Ҏ���|����Ҫ�Ĺ�ˇ�����������w���L�������ԁ������|���a�O�䡢���a���g���ڲ����������M�����|���a��ˇҲ�ѽ�ʮ�ֳ��죬���S��5G�W�j����ȸ��w���Լ�F5G�����M���ܶ����È��������|���a����˸��ߵ�Ҫ�������w���L�ǹ��|���a�^�������P�I�Ĺ�ˇ������Ҳ��Ӱ��������Ĺ�ˇ�������Ǵ_�����|�|�������ܵ���Ҫ��ˇָ�ˡ����w���L������С���L��Ҳ�����Ǵ����L�����ĵ�Ŀ������̽ӑ�����L��ˇ�ă��c���Ա��ڽ��Ĺ��|���a�п������b��
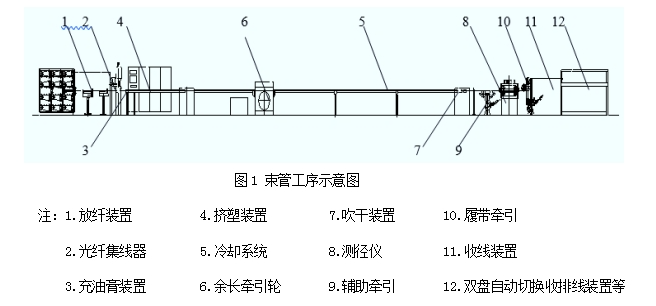
���� ���L���x�����L�γɵęC��
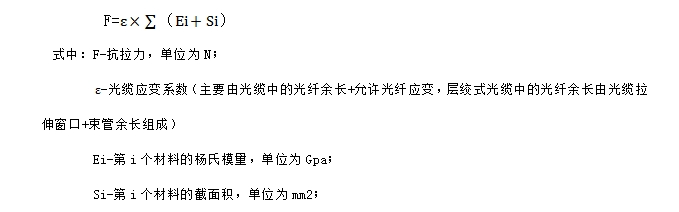
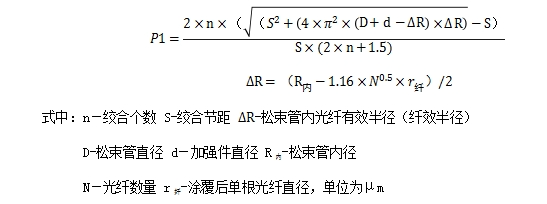
���w���L�Ŀ��������������a�����У���D1�����ܹ���ʾ��D����ʾ�����w�b�á���sϵ�y�����L����݆���վ��b�õȸ��h������Ӱ����L���ơ� ���w���Lһ����ָ�����й��w���L�������й��w���L��ָ��λ�����L�ȃȹ��w�c�����L�Ȳ�İٷֱȡ��ڶ������ܹ�ˇ�У����L���γ���Ҫ�ЃɷN�������Π������a���ğ��տs�����p�������a���ď������취��1.���տs�������������£����w���^�ž���݆ͨ�^�D�ܙC�^������PBT ���ܣ���������������w�࣬�ɱPʽ����݆�M�Р��������w�������ڱPʽ����݆�ϵõ��i�������w�ܷž����������Õ��ڱPʽ����݆�������܃Ȃȿ�����������w�p�@ֱ����ȻС�����ܵ��p�@ֱ�����γ�һ����ؓ���L�������M����ˮ�ۺ������䡢��ˮ�زPBT ���a�����տs�����H�a�������ڱPʽ����݆�ϵ�ؓ���L�����ҵõ�������Ҫ�������L�����ܽ��o�������������վ����������ÿɵõ���������Lֵ��2.�����p�������f�Π������a���a�����w���L�ĸ��N���أ��p�������a�����������á����^�p�������a��Ӱ푹��w���L����Ҫ���������Ď������c�Pʽ�����ɲ��ֵ��ٶȲ�Pʽ�����ٶȿ����Ď������ٶȣ������Ď�����Ƥ��ֻ��ס�����ܶ��]�Љ�ס���w�����ԱPʽ����݆�^����ٶȮa���^��ď������ɠ�������֮�g���������L���������죩���^�Pʽ���������ıPʽ����݆�ϳ����M����sˮ���У�������ʧ�����ܻؿs�a�����w���L������Ҫ�Á����a����������L�����ܡ�3.�ᵽ�����L���͵����˽����¸�����˶��ɣ�����=��׃ϵ������ģ�����й��|��׃ϵ������Ҫ����Ҫ�ɹ��|�еĹ��w���L�c���S���w��׃�M�ɡ��Ԍӽgʽ���|���������|���L�ɹ��|���촰��+�������L�M�ɣ����O���촰��P1=0.3%���������LP2=0.3�룻��׃P1����Ҫ�������ǹ���S�����������ֱ��D�ͼӏ���ֱ��d������ʽ�飺���Ї��Ƅ�GYTS���|������������ֵ��Ҫ��䓽z�ӏ�����䓎��Q�������O䓽zģ����190Gpa��䓎�ģ����60Gpa���t��ֵ�飺F=(3.0��+0.3��)��[��䓽z����e��190��+䓎����ȡ�������ȡ�60]Ӱ����L�����غܶ࣬����֮�g�ǼȪ������ϵ�������ܹ������a�и����h������ͬ�̶ȵ�Ӱ������L�Ĵ�С�����w���Y������Ҫ�����ׂ����挦���L��Ӱ푡���һ���ž�����ϵ�y�����L��Ӱ��ž�����ϵ�y���ɷž�����+�^�Ɍ�݆��Ħ����+���w�^���wģ�����ܡ���^��Ħ�����M�ɡ��ڷž�����ϵ�y�������£����w�l�����쑪׃�����ڱPʽ����݆��ʹ���w�������ܵăȂȱڡ������ڱPʽ����݆�Ϲ��w�L��С�������L�ȣ��γ�ؓ���L������Խ���w����Խ�o���t���w�ڹ܃ȿ���Ȃ�Խ���������й��w���Lؓ��Խ�ࣨ�����LԽС��������ԽС�������LԽ�������aǰҪ�����a�ˆT�z���^�Ɍ�݆�\�D�Ƿ��`���݆�����wģ�����ܡ���^�Ƿ�Ƀ������ܡ���^�Ƿ�ͬ�ġ��@Щ���ض�����Ӱ��������L��һ���ԡ��ž����������LӰ��Ǐ���Խ������w������ij̶�Խ�������ڟ�ˮ�۶����ܵ�ؓ���LԽ����K���L��ԽС����������a�����ڷž��ܲ�����ž������^����ʹ�������L�������γ������и������w�L������^���е��O������ӷž����еĞ鱻�ӷž������������������w�����L����Ӱ푣����ӷž�Ӱ��^�����L�������҂��ճ����a���Ҋ�{�����L�Ĺ�ˇ����֮һ�������{�������L׃�����^���С����L�����{��r�������L׃С���෴�����{С�r���L׃���{�����L������һ�N�����Ƶ��{����ʽ��Ҳ�з��������ȣ������{�����������{���������Ǻܴ�ֻ�܌����L��С�������{������sˮ�۳��˽o�D�ܳ��ε�������s����֮�⣬һ����Ҫ���þ����ԱPʽ����݆����O��һ���m����ˮ�ز�Ա����{�����w�������е����L�������������a������sˮһ��֞����ο��ơ��������D�ܙC�C�^��ˮ�۞��һ�Σ�ˮ����ߣ�����݆ǰ��һ��ˮ�۞�ڶ��Σ�Ҳ���ˮ���ɱȵ�һ��ˮ���Ե�һЩ�����Ƞ���݆���ˮ�ۣ���������ˮ�ظߡ��@�Ӽ����������L�Ŀ��ƣ�Ҳ������PBT���ϵij��Ρ�ˮ�ز�Խ�������LԽ��֮ԽС�����ˮ�ص��{�������L���Ƶ�����Ҫ���ء���ˮ�ۜض�Ҳ���{���������L����Ҫ��ˇ����������������������׃����r�£�һ��ض���ߣ����L׃������ PBT �ĽY���ض�һ���Ǹ��� 45~50�棬�����ˮ�ض��^�ͣ�PBT �Y�����Õ�Ӱ������ܵ����ܣ����ܺ����տs���ܴ���ˮ����ˮ�ĜضȲ�����K�Q�����ܵ����L��һ��ز�Խ���������տsԽ�����LԽ��֮�tС���������Ҳ��Ӱ����L�����Ե���Ҫ���ء��҂�ƽ�r���a�г����D�ܙC�^�͟�ˮ���g���w��Һ��ķ����ԁ��Д��������L�ķ����ԡ��w������ǛQ�����L��С����Ҫ���أ��w����Ⱥ���ӟ�ضȳɷ��ȣ����ض���ߕr�w��ճ�Ƚ��ͣ��w��ճ�Ȍ��������LӰ푵ķ����ܴ��w��ճ���_��һ���̶ȕr���������L�Ͳ��ɿأ��������܃ȹ��w�����L���ܴ������������ڱPʽ����݆�ϵ�Ȧ�������L��Ӱ���ˮ��ˮϵ�y���H��ڶ���ˮ���й�ˮҲ��Pʽ����݆�Ϲ�ˮ���䲻�H�ɜpС�����ڱPʽ����݆�ϵ��\��Ħ��������߀��ʹ�����ڱPʽ����݆���Mһ����s�������ڱPʽ����݆��Ȧ��Խ�࣬������sԽ��֣����ڠ���݆�����sˮ�����տs�����pС�����L�pС����֮Ȧ��Խ�٣����LԽ�������ܵ����a�ʹ���^���У��h���ضȌ��������L�Įa���ͷ����Զ����^���Ӱ푣���˶������ܹ���ĭh���ض�һ���c�������a���ܕr����sˮ�ضȽӽ������ַ������@�Ӳ��ܱM���pС�h���ض�׃�����������L��Ӱ푡����|�Y���̶��������L��С�ɳ��|�r�����c��о�Ľg�ϽǛQ����һ��g�Ͻ�Խ�������LԽ�Q���g�Ͻǵ������dz��|���࣬����ԽС���g�Ͻ�Խ�����L��Խ�g��Ҳ�����L����Ҫ��Դ��Ŀ�������ó��|�γ����L������ˡ����|�^���п��ܡ��Ե��������й��w���L�����ڌ���ʽ�g���_���� SZ �g�r����������Ҫͨ�^�^�L�Ľg�Ϲܣ����ܺͽg�Ϲ�֮�g����һ��Ħ���������п����ڽg���c̎�����L����ʹ�����й��w���L���Ե�Щ���������ܕ�����ؓ���L����˽��h���ýg�Pʽ�g���_��
�ġ������L��ˇ���ƌ��H���a���^
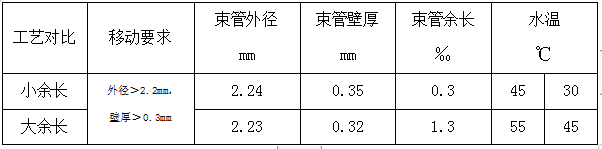
�����L��ˇ��Ҫ��׃P1��P2�������nj��H���a�д����L���Ɣ������^��P1=2.0�룬P2=1.3�룬������Ŵ��P1��3.0��׃��2.0�룬�������L�Ӵ��P2��0.3��׃��1.3�룬������Փ�����L��ֵ�����ͬ����FС=��2.84��+0.3��+1.0�룩��(2.2��2.2/4��3.14��190+50��0.1��50)=4098NF��=��2.16��+1.3��+1.0�룩��(1.8��1.8/4��3.14��190+50��0.1��50)=3492N�����ӽgʽ���|�ИI�˜�Ҫ��G(1km���|����������3000N�r��FST��ֵ��С��3000N�����߾��M�㣬С���L��ˇ���|�|��317kg/km�������L��ˇ���|�|��293kg/km�����ܹ������ܹ�������L��ˇ��Ҫ�{����ˮ�ۺ͜�ˮ�۵�ˮ�أ��ض�Խ�ߣ����LԽ��ÿ���C�_���ӵĜض���Ҫ�������y���L���_�������yһ������Ƿ��w�������վ����������w���վ�����ԽС�����LԽ�����|�����|������Ҫ�{�����࣬�����L��ˇ����Ŵ�g��ϵ��׃С�����w���ӹ��s��䓽zԽ���ɱ��������͡�����Փ�ϣ����|�й��w����Ѡ�B�ǹ��w�c�����������L����ȡ������H���a���Ǻ��y�_���@�N�����B�ģ�ֻ���nj����w�c����֮�g����L���O����һ������֮���M�п��ơ��ڶ������ܹ�ˇ��Ӱ����L�����غܶ࣬������Щ���ؿ������{�����L�Ĺ�ˇ�ֶΣ��е������m��Ӱ����Lֵ���������������L���{���ֶΡ����w���L�ǹ��|���a������Ҫ�Ŀ��ƅ��������ĺÉ�ֱ�ӛQ�����|�|���ĺÉĺ��|ʹ�õ����ܣ�������Ҫ�����x��Ӱ����L�����غܶ࣬����֮�g���������P��������҂����a�^���б�������˸���Ӱ����������Ӱ푹��|�����L�����܉�ܺõĿ������a��������ˇ�����õ�������Ʋ������a��һ���ĮaƷ�������L���еă��c�ǣ������|�ܵ����쑪׃�r�������L��ˇ�����Ӿ����w���������o���w�����ࣻ�M�㿹�ȉ���ǰ���£����ܱں�pС���������܃ȏ������g���������������L�����sPBT���������õؿ��Ʋ��ϳɱ����g�Ϲ���Ŵ�g��ϵ���ɜpС���Ķ����s���w�ɱ�����ˣ������L�ǹ��|���aֵ���ƏV���õġ�����Դ���Ї����|�W�� |
|
 ��W���� 34011102002471̖
��W���� 34011102002471̖